


“What does the angle information on my AFGB1 calibration sticker tell me? This is confusing!”
Sound like you? Keep reading. This article is an attempt to bring some clarity to subject.
Angle of Gyration Defined
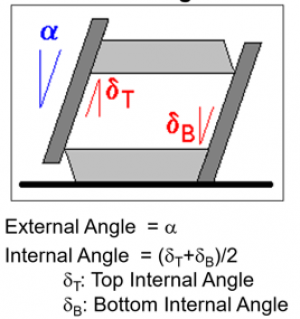
AASHTO T344 provides the following definitions (See Figure 2),
Section 3.1. external angle – the angle formed between the external mold diameter and a stationary reference/axis of the machine frame.
Section 3.2. internal angle – the angle formed between the internal mold diameter and the upper mold end plate as a mold is gyrated in an SGC.
Section 3.3. top internal angle – the angle formed between the internal mold diameter and the upper mold end plate as a mold is gyrated in an SGC.
Section 3.4. bottom internal angle – the angle formed between the internal mold diameter and the lower mold end plate as a mold is gyrated in an SGC.
Section 3.5 effective internal angle – the average of the top internal angle and the bottom internal angle.
In the early days of Superpave, external angle was specified. However, it was determined that using the internal angle improved the reproducibility of the Gmb. Today, AASHTO T312 specifies compaction of gyratory specimens at an internal angle of 1.16° ± 0.02°.
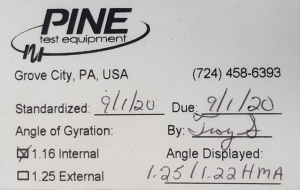
Your Pine AFGB1 gyratory is calibrated to the internal angle, which is why the box by “1.16 Internal” in Figure 1 has an “X” on it. There is still at least one state that uses external angle, which is why the 1.25 External box is an option on the sticker.
The Angle Displayed
You’ll notice the calibration sticker in Figure 1 reads “Angle Displayed: 1.25 / 1.22 HMA.”
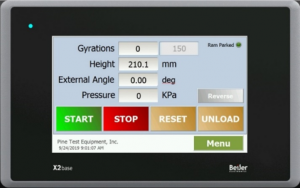
The AFGB1 displays the external angle of gyration (Figure 3) on the control panel display, which is measured by the angle sensor mounted on the outside of the compaction chamber (Figure 4).

The AFGB1 and Angle
“But what’s with the two numbers, 1.25 and 1.22 HMA?” you ask.
Let’s start with a basic explanation of how angle works on the Pine AFGB1.
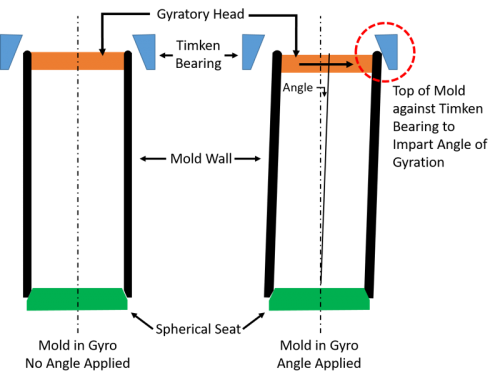
The mold is an integral part of the system that generates the angle of gyration on a GB1 (Figure 5). The base of the system is the spherical seat. A mold sits on the spherical seat and is held in place by the mold clamps. The gyratory head pushes the top of the mold against the Timken bearing, which is located near the top of the compaction chamber. The gyratory head then rolls the top edge of the mold around the Timken bearing to produce the gyratory action.
The Temperature Effect
Pine calibrates the AFGB1 at room temperature. Asphalt is compacted hot with a hot mold. The temperature of the mold increases from calibration at room temperature to making asphalt specimens at compaction temperature. Metal expands as temperature increases. Therefore, the height of a mold will increase when used to make hot asphalt specimens.
The Timken bearing is shaped so that it is closer to the center of the compaction chamber at the top of the bearing than it is at the bottom of the bearing (Figure 5). Therefore, a mold that contacts the Timken bearing higher on the bearing, which happens as a mold gets taller, has a lower angle of gyration.
AASHTO T312 requires that specimens be compacted at 1.16° ± 0.02°. Because asphalt is compacted while it and the mold are hot, the internal angle of 1.16° ± 0.02° must be achieved in the mold’s “taller” condition.
But, we calibrate the machine with a room temperature mold, the “shorter” mold condition. It has been determined that a room temperature mold gyrating at 1.19°, will result in the machine running at 1.16° while compacting hot asphalt. The rule of thumb is that a hot mold will run at an angle 0.03° less than the angle of a room temperature mold. Therefore, the machine is calibrated to run at 1.19° at room temperature so that it runs at 1.16° at compaction temperature.
Back to the Calibration Sticker
How does all this come together on the calibration sticker?
The machine represented by the sticker in Figure 6 was calibrated to run at an internal angle of 1.16° while compacting hot asphalt. This was done by calibrating the machine at room temperature to run at an internal angle of 1.19°. The external angle displayed on the control panel during calibration at room temperature was 1.25°. The angle displayed on the control panel when compacting hot asphalt (remember, the mold is longer therefore the angle will be lower by 0.03°) should be 1.22°.
In summary, for the machine represented by the calibration sticker in Figure 6:
- An external angle of 1.25° at room temperature correlates with an external angle of 1.22° at compaction temperature for hot asphalt. The machine should display an external angle of 1.22° while compacting specimens of hot asphalt.
- At room temperature, an external angle of 1.25° displayed on the control panel is correlated with an internal angle of 1.19°.
- At compaction temperature for hot asphalt, an external angle of 1.22° is correlated with an internal angle of 1.16°. This machine is running at an internal angle of 1.16° when 1.22° is displayed as the external angle.
Potential Mistakes
Occasionally our technicians find machines that have been set up to display an angle of 1.16°. The lab technician incorrectly thinks the machine is running at the required internal angle. If the machine is displaying an angle of 1.16° while compacting hot asphalt (remember, the displayed angle is external angle), the internal angle is about 1.10° for the machine represented in Figure 6 (1.22° – 1.16° = 0.06°; 1.16° – 0.06° = 1.10°), which will give you specimens of low density.
Another error is failing to consider the temperature effect. If one calibrates the machine to an internal angle of 1.16° at room temperature, it will compact hot asphalt specimens at an internal angle of 1.13° (1.19° – 1.16° = 0.03°; 1.16° – 0.03° = 1.13°), which will generate specimens with low density.
What Does Pine Recommend?
- Remember that the angle displayed on the AFGB1 control panel is the external angle. If you are seeing 1.16° ± 0.02° displayed during the compaction of a specimen, the machine is incorrectly calibrated.
- Remember the impact of temperature. The angle of gyration measured with a room temperature mold will be 0.03° higher than the angle during compaction of hot asphalt. An internal angle of gyration of 1.19° with a room temperature mold equates to an angle of 1.16° with a mold at compaction temperature.
- Make sure the technician who calibrates your AFGB1 understands angle of gyration with respect to the AFGB1 as described above.
Want to Learn More?
Visit our website or speak with one our specialists at 724-458-6393.
Follow us on LinkedIn and Twitter and subscribe to our YouTube channel.